

La bobinadora de bandas en caliente es un equipo auxiliar esencial para las laminadoras de bandas en caliente., molinos de acero, y molinos planetarios. Viene en varios tipos, incluyendo sobre el suelo, subterráneo, ánima, y diseños sin mandril. La bobinadora subterránea se utiliza principalmente en las modernas líneas de producción de fleje en caliente debido a su alta productividad., idoneidad para enrollar tiras anchas y gruesas, alta velocidad de bobinado, y capacidad para producir bobinas densas.
Este artículo se centra en la configuración y el proceso del bobinador subterráneo..
I. Diseño y composición del equipo del bobinador subterráneo.
La bobinadora subterránea se encuentra detrás de la mesa de salida del laminador de bandas en caliente.. Como se encuentra debajo de la elevación de la mesa., se denomina bobinadora “subterránea”. Dadas sus duras condiciones operativas y su susceptibilidad a fallas, que pueden interrumpir toda la línea del molino, generalmente se instalan más de tres bobinadores para garantizar un funcionamiento continuo..
Permitir que la tira se enfríe por debajo de su temperatura de transformación metalúrgica antes de enrollarse., La distancia entre el bobinador y el último soporte de acabado generalmente se mantiene en 120-150 metros. En líneas de alta productividad con una amplia gama de espesores de producto, Se instalan dos bobinadores “cercanos”. 60-70 A metros del último soporte para tiras finas que se enfrían rápidamente., mientras se colocan dos o tres bobinadores “lejos” 180-200 metros de distancia para tiras más gruesas que se enfrían lentamente, asegurando la calidad del producto.
Los componentes principales de un bobinador subterráneo incluyen:
- Rodillos de arrastre con guías laterales de entrada/salida y placas guía
- Rollos de envolvedor y placas guía de envoltorio
- Dispositivo de descarga de mandril y bobina.
Las instalaciones auxiliares adicionales incluyen mesas rodantes de puente., tijeras de cosecha, transportadores de descarga de bobinas, carros de transporte, volteadores de bobinas, y flejadoras.
II. Proceso de bobinado del bobinador subterráneo
Las funciones principales del bobinador en caliente subterráneo son controlar la tensión de salida del laminador y enrollar la banda en una bobina..
1. Proceso de bobinado de una bobinadora subterránea de tres rodillos
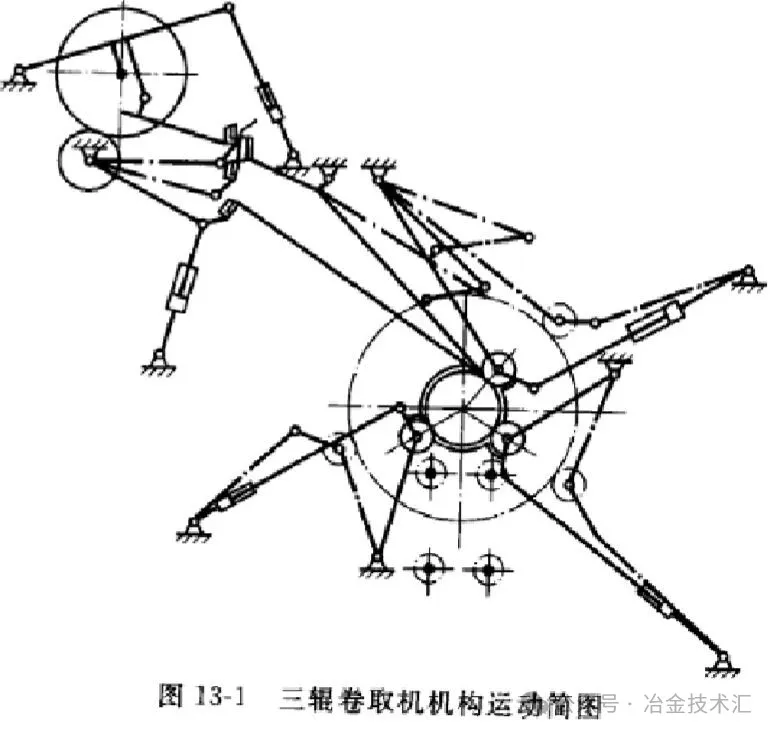
(1) Estado de preparación: Como se muestra en la figura 13-1, cuando la cabecera de la tira sale del laminador de acabado, el bobinador ya está en su estado de preparación. El rodillo de presión superior baja, y los rollos de envoltura se cierran alrededor del mandril. Los espacios entre los rodillos de presión y entre los rodillos de envoltura y el mandril se ajustan mediante sus respectivos mecanismos de ajuste para que coincidan con el espesor de la tira.. Cuando la tira ingresa al bobinador, las guías laterales de entrada lo posicionan correctamente, y el conjunto de placa guía crea un camino cerrado entre los rodillos de presión y el mandril, permitiendo que la tira se enrolle suavemente sobre el mandril.
(2) Bobinado normal: Después de que la tira haya sido enrollada durante 3-5 vueltas, Se establece una tensión estable entre el mandril y el molino.. En este punto, se suelta el rodillo de presión superior, su motor de accionamiento cambia al control de “corriente cero”, y todos los rollos de envoltorio abiertos (para tira gruesa, el primer rollo de envoltura permanece presionado contra la bobina). El mandril y el molino aceleran juntos hasta la velocidad máxima., entrando en el estado de bobinado normal.
(3) Estado final: Cuando el extremo final de la tira está a punto de salir del molino, el bobinador entra en el estado de acabado. El molino y la bobinadora desaceleran simultáneamente, y la envoltura se enrolla para sujetar las capas exteriores de la bobina. Cuando la tira sale completamente del último soporte., los rodillos de presión se aprietan, y el motor de accionamiento funciona en un estado generador para establecer tensión entre los rodillos de presión y el mandril.. Esto evita que la cola se desvíe o que las capas exteriores de la bobina se aflojen.. Para descargar, el envoltorio se abre, El carro de descarga se eleva para soportar la bobina., y una vez que el mandril se retrae, la bobina se puede quitar. La bobinadora vuelve entonces a su estado de preparación..
2. Relación de velocidad entre el molino y el bobinador
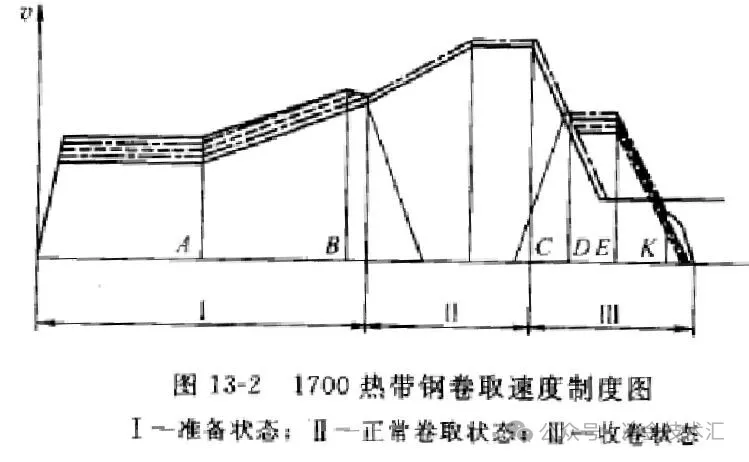
Como se muestra en la figura 13-2, durante el estado de preparación, la velocidad de la tira no debe ser demasiado alta, ya que esto dificultaría que la tira muerda los rollos de pellizco y se enrolle en el mandril. La velocidad de la mesa de salida es mayor que la velocidad de la tira para evitar bucles.. La velocidad del rodillo de pellizco es mayor que la velocidad de la tira para facilitar el mordisco., y la velocidad del mandril/rodillo de envoltura es mayor que la velocidad del rodillo de presión para ayudar a envolver la tira en el mandril.
Durante el enrollado normal, La tensión se mantiene por la diferencia de velocidad entre el mandril y la tira.. La bobinadora debe tener suficiente capacidad de aceleración para alcanzar rápidamente su velocidad máxima y lograr la máxima productividad..
Durante el estado final, La velocidad del rodillo de presión es menor que la velocidad del mandril para mantener la tensión requerida.. La reducción de la velocidad de la mesa de salida aumenta la resistencia hacia adelante de la tira., evitando latigazos en la cola. En esta etapa se utiliza una velocidad de bobinado más baja para evitar una oscilación violenta del extremo posterior después de salir del molino., que podría causar accidentes.
En los modernos laminadores de bandas en caliente, Todo el proceso de bobinado se controla automáticamente por computadora.. Las velocidades de bobinado pueden alcanzar 30 EM, con pesos de bobina de hasta 45 toneladas y espesores de banda de hasta 25 mm.
3. Requisitos de rendimiento para equipos de bobinado
Basado en la experiencia de producción., El proceso de bobinado impone los siguientes requisitos clave de rendimiento en el equipo de bobinado.:
- Altas velocidades de roscado y bobinado de tiras.
- Capacidad para manejar bobinas de gran tonelaje para aumentar la productividad.
- Capacidad para enrollar una amplia gama de espesores de tiras, Flejes de acero especialmente gruesos y aleados., para ampliar la mezcla de productos.
- Fuerte capacidad de control de velocidad para garantizar una tensión estable y un proceso de bobinado consistente.
- Capacidad de generar alta tensión y bobinar a temperaturas más bajas para mejorar la calidad de la tira y las propiedades mecánicas..
- Producción de bobinas con bordes prolijos para fácil almacenamiento y transporte..
- Excelente equilibrio dinámico del mandril durante el bobinado a alta velocidad..
- Un mandril expandible/retráctil para facilitar la extracción de la bobina.
Además, el bobinador debe poder soportar un ambiente de alta temperatura y presentar una estructura simple, operación confiable, y facilidad de mantenimiento.

