

Wire rod block mills production features:
Wire rod block mills is the machine that can manufacture wire rods. Wire rods are the products with the smallest end face area, the longest length, and delivered in rolled type. Its production characteristics can be summarized as continuous, high speed, no twist, controlled cooling. Its product is characterized by a large disk, high precision, and excellent performance.
Process flow:
Heating on the roller conveyor → Lifting machine feeding → Roller conveyor enters into furnace → Regenerative walking- beam heating furnace → Out of steel roller conveyor → 6 stands rough rolling mill rolling → 1# flying shear cutting the first end of the steel (prevent accident) →6 stands intermediate rolling mill rolling → 2# fly shear cutting both ends of the steel (prevent accident) → 6 stands pre-finishing rolling mill rolling(side loop in the middle) → 1# water tank → 3# flying shear cutting the first end of the steel (prevent accident) → side loop → Finishing mill rolling → 2#, 3# water tanks → (double module rolling) → 4#, 5# water tanks → pinch roll → laying head → scatter cooling → collection in roll type → PF chain transportation → inspecting quality , sampling, exclude head and tail → packing → weighing, Unloading and storage → Delivery of finished products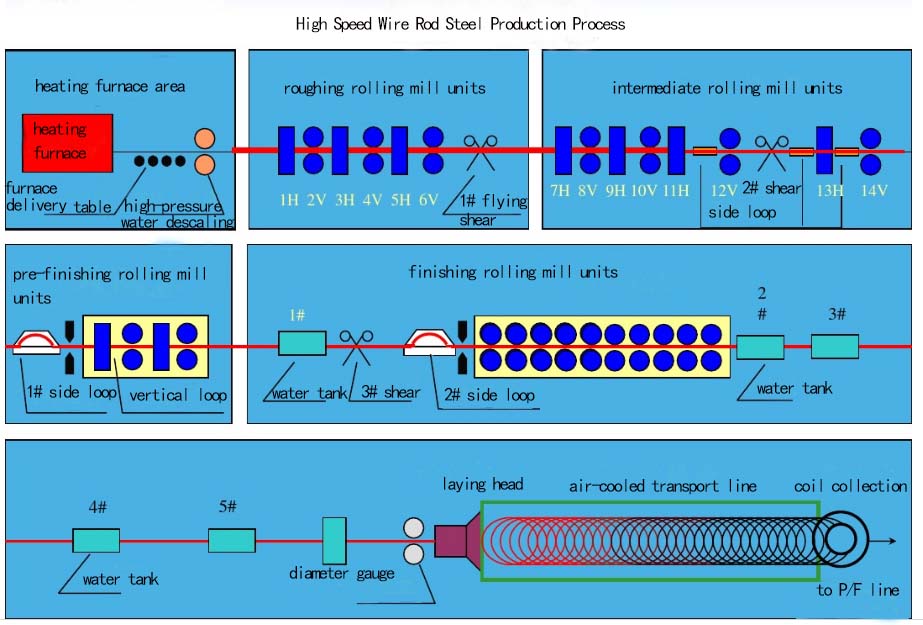
Heating:
1.Raw material:
The raw material of wire rod is billet, which is generally 150*150 or 160*160 continuous casting billet. The weight of single rod is generally 2~2.5 tons. The integrated billet has a high rate of production.
2.Billet conveying
Most of the continuous cast billets can be delivered by hot charging. The hot delivery temperature is 600 ~ 750℃, and some ones can reach 850℃. High-line production platform is generally on the platform 5m away from the ground plane, and the steel billet is lifted by a hoist or lifted by a crane to the top of the platform, and placed on the furnace roller into the furnace. There is a certain requirement for the curvature of the billet when lifting and entering the furnace, otherwise there will be production or equipment accidents.
3.Heating process
At present, most of the heating furnaces used in rolling mills are regenerative walking-beam heating furnaces which is gas fired (blast furnace, converter, coke oven). In order to achieve the required rolling temperature of the billet without superheating, overheating, and decarburization on the surface, the heating furnace is divided into three sections of preheating section, heating section and soaking section for control.
Rolling way:
The production of wire rods is flat and alternating and continuous rolling. The rolling method provides convenient conditions for the high speed of wire production and the development direction of large roll weights.
If interested, please feel free to contact us.
