

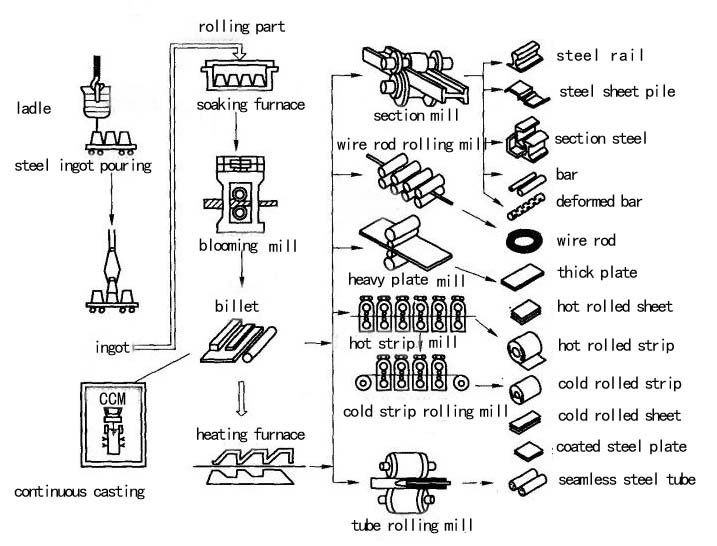
 Hot-rolled strip steel refers to strips and plates produced by hot rolling. The general thickness is 1.2 to 8mm. Strips with a width of less than 600 mm are called narrow strip steel, and those with the width of more than 600 mm are wide strip steel.
The cardan shaft of the hot strip rolling mill is a very important transmission component in the entire rolling system, which affects the whole production team and the product quality.
The technical requirements for hot-rolled strip steel consist of four aspects:
Hot-rolled strip steel refers to strips and plates produced by hot rolling. The general thickness is 1.2 to 8mm. Strips with a width of less than 600 mm are called narrow strip steel, and those with the width of more than 600 mm are wide strip steel.
The cardan shaft of the hot strip rolling mill is a very important transmission component in the entire rolling system, which affects the whole production team and the product quality.
The technical requirements for hot-rolled strip steel consist of four aspects:
- High dimensional accuracy
- Good flat shape
- Good surface quality
- Good performance




We chose high-quality 35CrMo alloy steel as the raw material for flanged prongs and welding prongs, 20CrMnTi as the material of core component, cross-axis assembly, and ensure that the content of each element of the material can meet or exceed the national regulations through chemical analysis. The mechanical properties of the flanged forkhead and the welding forkhead is improved by the heat treatment so that the cardan shaft can withstand a peak torque of several times or more of the load torque, which greatly reduces the probability of the cardan shaft is twisted. At the same time, we use CNC machine and processing centers to process the flange forks and welding forks. By doing so, not only the degree of cooperation with the host shaft sleeve flange is improved, but also ensure the assembly accuracy of the cardan shaft itself. We have done a lot of protection measures for the cardan shaft in order to make it more adaptable to the harsh environment of rolling mills such as high temperature, dust, and humidity. At the same time, it is also hoped that on-site use of the unit for regular maintenance, if any problems are found during use, timely processing and feedback to contact us.
