

The hot strip coiler is an essential piece of auxiliary equipment for hot strip mills, Steckel mills, and planetary mills. It comes in various types, including above-ground, underground, оправка, and mandrel-less designs. The underground coiler is predominantly used in modern hot strip production lines due to its high productivity, suitability for coiling wide and thick strips, high coiling speed, and ability to produce dense coils.
This article focuses on the configuration and process of the underground coiler.
я. Layout and Equipment Composition of the Underground Coiler
The underground coiler is positioned behind the run-out table of the hot strip mill. As it is located below the table’s elevation, it is termed an “underground” coiler. Given its harsh operating conditions and susceptibility to faults—which can disrupt the entire mill line—typically more than three coilers are installed to ensure continuous operation.
To allow the strip to cool to below its metallurgical transformation temperature before coiling, the distance between the coiler and the last finishing stand is usually maintained at 120-150 метры. In high-productivity lines with a wide product thickness range, two “near” coilers are installed 60-70 meters from the last stand for thin strips that cool quickly, while two or three “far” coilers are placed 180-200 meters away for thicker strips that cool slowly, ensuring product quality.
The main components of an underground coiler include:
- Pinch rolls with entry/exit side guides and guide plates
- Wrapper rolls and wrapper guide plates
- Mandrel and coil unloading device
Additional auxiliary facilities include bridge roll tables, crop shears, coil discharge conveyors, transport cars, coil turners, and strapping machines.
II. Coiling Process of the Underground Coiler
The primary functions of the underground hot coiler are to control the exit tension from the mill and to wind the strip into a coil.
1. Coiling Process of a Three-Roll Underground Coiler
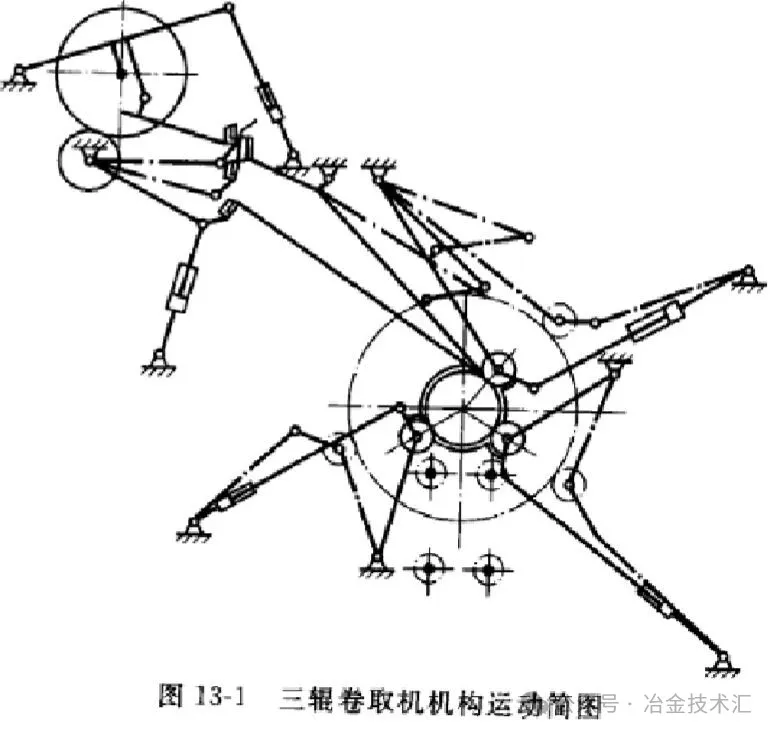
(1) Preparation State: As shown in Figure 13-1, when the head-end of the strip exits the finishing mill, the coiler is already in its preparation state. The upper pinch roll is lowered, and the wrapper rolls are closed around the mandrel. The roll gaps between the pinch rolls and between the wrapper rolls and the mandrel are set by their respective adjustment mechanisms to match the strip thickness. As the strip enters the coiler, the entry side guides correctly position it, and the guide plate assembly creates a closed path between the pinch rolls and the mandrel, allowing the strip to be smoothly wound onto the mandrel.
(2) Normal Coiling: After the strip has been wound for 3-5 поворачивается, a stable tension is established between the mandrel and the mill. В этот момент, the upper pinch roll is released, its drive motor is switched to “zero current” control, and all wrapper rolls open (for thick strip, the first wrapper roll remains pressed against the coil). The mandrel and the mill then accelerate together to the maximum speed, entering the normal coiling state.
(3) Finishing State: As the tail-end of the strip is about to leave the mill, the coiler enters the finishing state. The mill and coiler decelerate simultaneously, and the wrapper rolls close to clamp the outer layers of the coil. When the strip completely exits the last stand, the pinch rolls clamp down, and the drive motor operates in a generating state to establish tension between the pinch rolls and the mandrel. This prevents the tail-end from deviating or the outer layers of the coil from becoming loose. For unloading, the wrapper rolls open, the unloading car rises to support the coil, and once the mandrel retracts, the coil can be removed. The coiler then returns to its preparation state.
2. Speed Relationship Between the Mill and the Coiler
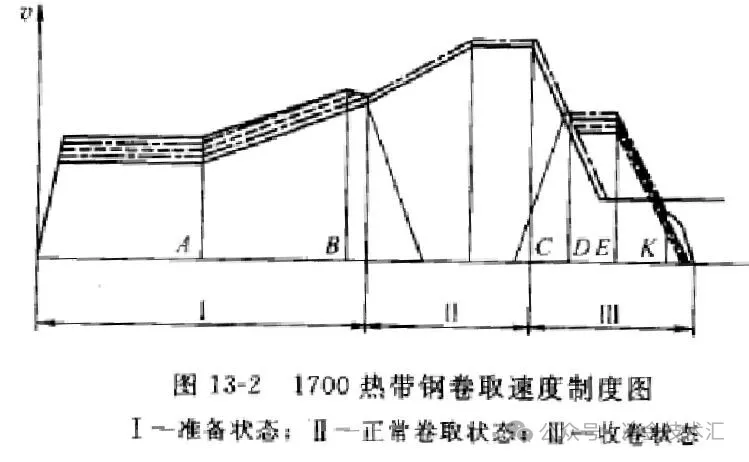
As shown in Figure 13-2, during the preparation state, the strip speed should not be too high, as this would make it difficult for the strip to bite into the pinch rolls and wrap onto the mandrel. The run-out table speed is higher than the strip speed to prevent looping. The pinch roll speed is higher than the strip speed to facilitate biting, and the mandrel/wrapper roll speed is higher than the pinch roll speed to aid in wrapping the strip onto the mandrel.
During normal coiling, tension is maintained by the speed difference between the mandrel and the strip. The coiler must have sufficient acceleration capability to quickly reach its maximum speed and achieve peak productivity.
During the finishing state, the pinch roll speed is lower than the mandrel speed to maintain the required tension. Reducing the run-out table speed increases the forward resistance of the strip, preventing tail-end whipping. A lower coiling speed is used at this stage to avoid violent oscillation of the tail-end after it leaves the mill, which could cause accidents.
In modern hot strip mills, the entire coiling process is automatically controlled by computer. Coiling speeds can reach 30 РС, with coil weights up to 45 tons and strip thicknesses up to 25 мм.
3. Performance Requirements for Coiling Equipment
Based on production experience, the coiling process imposes the following key performance requirements on the coiling equipment:
- High strip threading and coiling speeds.
- Capability to handle large-tonnage coils to increase productivity.
- Ability to coil a wide range of strip thicknesses, especially thick and alloy steel strips, to broaden the product mix.
- Strong speed control capability to ensure stable tension and a consistent coiling process.
- Ability to generate high tension and coil at lower temperatures to improve strip quality and mechanical properties.
- Production of coils with neat edges for easy storage and transport.
- Excellent dynamic balance of the mandrel during high-speed coiling.
- An expandable/retractable mandrel to facilitate coil removal.
Более того, the coiler should be able to withstand a high-temperature environment and feature a simple structure, reliable operation, and ease of maintenance.

