

Моталка горячей полосы является важным вспомогательным оборудованием стана горячей прокатки., Мельницы Стеккеля, и планетарные мельницы. Он бывает разных типов, в том числе надземные, под землей, оправка, и бездорновые конструкции. Подземная моталка преимущественно используется на современных линиях по производству горячей полосы из-за ее высокой производительности., возможность намотки широких и толстых полос, высокая скорость намотки, и способность производить плотные катушки.
В этой статье основное внимание уделяется конфигурации и процессу подземной моталки..
я. Компоновка и состав оборудования подземной моталки
Подземная моталка расположена за выходным столом стана горячей прокатки.. Поскольку он расположен ниже уровня стола., это называется «подземная» моталка. Учитывая суровые условия эксплуатации и подверженность неисправностям, которые могут нарушить работу всей линии стана, обычно устанавливается более трех моталок для обеспечения непрерывной работы..
Чтобы полоса остыла до температуры ниже температуры металлургического превращения перед намоткой в рулон., расстояние между моталкой и последней чистовой клетью обычно выдерживается на уровне 120-150 метры. На высокопроизводительных линиях с широким диапазоном толщины продукта, установлены два «ближних» моталки 60-70 метров от последней стойки для тонких полос, которые быстро охлаждаются, при этом ставятся две-три «дальние» моталки 180-200 метров для более толстых полос, которые медленно охлаждаются, обеспечение качества продукции.
Основные компоненты подземной моталки включают в себя::
- Прижимные ролики с входными/выходными боковыми направляющими и направляющими пластинами.
- Рулоны обертки и направляющие пластины обертки
- Устройство разгрузки оправки и рулона
Дополнительные вспомогательные средства включают рольганги для мостов., ножницы для обрезки урожая, рулонные разгрузочные конвейеры, транспортные автомобили, токарные станки, и обвязочные машины.
II. Процесс намотки подземной моталки
Основными функциями подземной горячей моталки являются контроль натяжения на выходе из стана и намотка полосы в рулон..
1. Процесс намотки трехвалковой подземной моталки
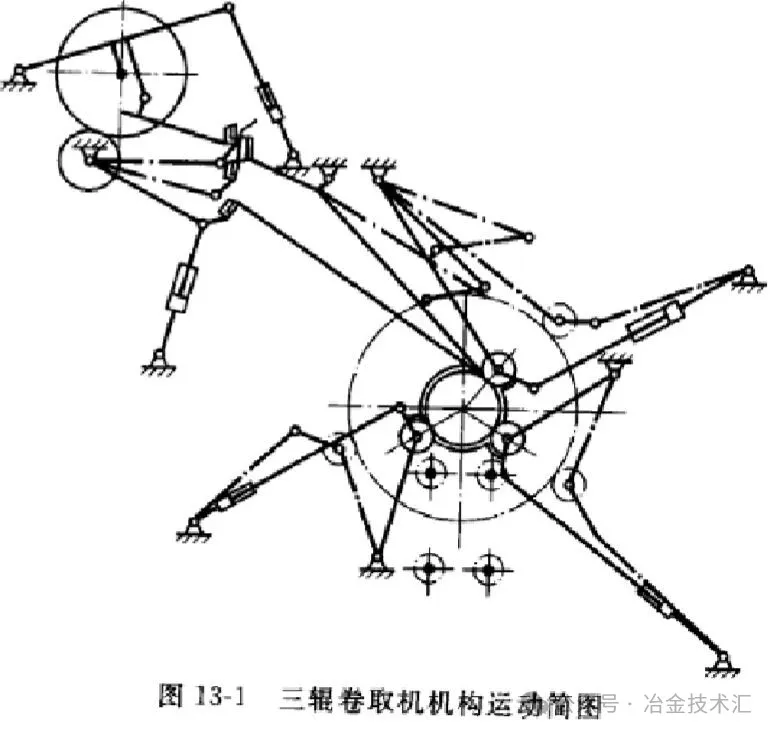
(1) Состояние подготовки: Как показано на рисунке 13-1, когда головная часть полосы выходит из чистового стана, моталка уже находится в стадии подготовки. Верхний прижимной ролик опущен., и рулоны обертки закрываются вокруг оправки. Зазоры между прижимными валками, а также между оберточными валками и оправкой устанавливаются с помощью соответствующих механизмов регулировки в соответствии с толщиной полосы.. Когда полоса поступает в моталку, направляющие со стороны входа правильно позиционируют его, а узел направляющей пластины создает замкнутый путь между прижимными роликами и оправкой., позволяющая плавно наматывать полосу на оправку.
(2) Нормальная намотка: После намотки ленты 3-5 поворачивается, между оправкой и фрезой устанавливается устойчивое натяжение. В этот момент, верхний прижимной ролик освобождается, его приводной двигатель переключен на управление «нулевым током», и все обертки открываются (для толстой полосы, первый рулон обертки остается прижатым к рулону). Затем оправка и фреза вместе ускоряются до максимальной скорости., переход в нормальное состояние намотки.
(3) Окончательное состояние: Когда хвостовая часть полосы собирается покинуть стан, моталка переходит в состояние отделки. Стан и моталка замедляются одновременно., и обертка катится близко, чтобы зажать внешние слои рулона. Когда полоса полностью выйдет из последней стойки, прижимные ролики зажимаются, а приводной двигатель работает в генераторном режиме для создания натяжения между прижимными роликами и оправкой.. Это предотвращает отклонение хвостовой части или ослабление внешних слоев катушки.. Для разгрузки, обертка открывается, разгрузочная машина поднимается для поддержки рулона, и как только оправка втягивается, катушку можно снять. Затем моталка возвращается в состояние подготовки..
2. Соотношение скоростей между станом и моталкой
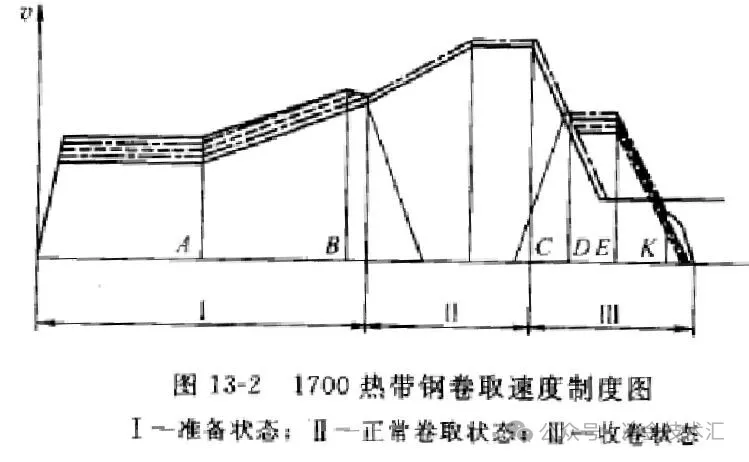
Как показано на рисунке 13-2, в состоянии подготовки, скорость полосы не должна быть слишком высокой, так как это затруднит зацепление ленты за прижимные ролики и ее наматывание на оправку.. Скорость выходного стола выше скорости полосы, чтобы избежать образования петель.. Скорость прижимного ролика выше, чем скорость полосы, что облегчает откусывание., а скорость ролика оправки/оберточного устройства выше, чем скорость прижимного ролика, что облегчает наматывание ленты на оправку..
При обычной намотке, натяжение поддерживается за счет разницы скоростей оправки и полосы. Моталка должна иметь достаточную способность ускорения, чтобы быстро достичь максимальной скорости и максимальной производительности..
В завершающем состоянии, скорость прижимного ролика ниже скорости оправки для поддержания необходимого натяжения. Уменьшение скорости выходного стола увеличивает сопротивление полосы движению вперед., предотвращение биения хвостовой части. На этом этапе используется более низкая скорость намотки, чтобы избежать резких колебаний хвостовой части после того, как она покинет стан., что может привести к несчастным случаям.
На современных станах горячей прокатки, весь процесс намотки автоматически контролируется компьютером. Скорость намотки может достигать 30 РС, с весом катушки до 45 тонн и толщиной полосы до 25 мм.
3. Требования к производительности намоточного оборудования
На основе производственного опыта, Процесс намотки накладывает следующие ключевые требования к производительности намоточного оборудования:
- Высокая скорость заправки и намотки полосы.
- Возможность работы с крупнотоннажными рулонами для повышения производительности..
- Возможность намотки ленты различной толщины., полосы особо толстой и легированной стали, расширить ассортимент продукции.
- Сильная возможность контроля скорости для обеспечения стабильного натяжения и последовательного процесса намотки..
- Возможность создания высокого напряжения и намотки при более низких температурах для улучшения качества и механических свойств полосы..
- Производство рулонов с аккуратными краями для удобства хранения и транспортировки..
- Превосходный динамический баланс оправки при высокоскоростной намотке.
- Расширяемая/выдвижная оправка для облегчения снятия катушки..
Более того, намотчик должен выдерживать воздействие высоких температур и иметь простую конструкцию., надежная работа, и простота обслуживания.

