

Каково основное оборудование короткого процесса? Электропечное производство стали и непрерывное литье?
Под «коротким процессом» производства стали понимают компактный производственный процесс, сочетающий в себе электродуговую печь и непрерывную разливку-прокатку., что в основном проявляется в компактном процессе, образованном подготовкой сырья-электродуговой плавкой-рафинированием-непрерывной разливкой-прокаткой.. Короткий процесс в электродуговой печи стал одним из двух основных процессов в мировом производстве стали благодаря своим инвестиционным преимуществам., эффективность, и защита окружающей среды.
В данной статье подробно будут представлены основные детали оборудования электропечной выплавки стали и непрерывной разливки стали..
1. Опорное устройство для ковша
Во время непрерывной разливки, расплавленная сталь обычно подается на МНЛЗ с ковшом. Оборудование, которое транспортирует ковш к верху промежуточной емкости и поддерживает его, называется оборудованием поддержки ковша..
В настоящий момент, Существует четыре типа вспомогательного оборудования для ковша: кран подвесного типа, тип опоры ковша, тип вагона-ковша, и ковшевого типа турели.
(1) Тип подъемной сумки крана: Ковш поднимается в заданное положение краном.. Использовался редко.
(2) Тип опоры ковша: поддерживать ковш опорой в заданном положении. Этот метод используется для достижения непрерывной разливки печи., поэтому он используется редко.
(3) Тип тележки-ковша: Тележка-ковш представляет собой шагающую тележку, которая может поддерживать два ковша и устанавливаться между промежуточной цистерной.. Это устройство, машина непрерывного литья заготовок и кран для подъема ковша должны находиться в одном пролете цеха, и для обеспечения непрерывной разливки печи, машина непрерывного литья заготовок должна быть оборудована также двумя ковшами. Узкая разливочная площадка этого опорного устройства ограничивает установку различного другого оборудования., и потому что он концентрируется с помощью машины непрерывного литья заготовок, это сильно мешает друг другу и влияет на работу.
(4) Тип ковша турельного типа: Револьверная головка ковша состоит из неподвижной и вращающейся частей.. Неподвижная часть фиксируется на фундаменте болтами., и вращающаяся часть и неподвижная часть объединены с подшипником вращающейся чашки. Кроме того, вращающийся рычаг башни может поворачиваться на 180°., и его можно поднимать и опускать, и два конца также могут сидеть на ковше и одновременно устанавливать дозирующее устройство. Устройство такого типа имеет относительно простую конструкцию., легко управлять удаленно, и это безопасно, надежный и эффективный. В настоящее время это основное используемое оборудование..

2. Промежуточный танк
Функция промежуточного резервуара заключается в основном в приеме расплавленной стали, вытекающей из ковша, и ее распределении по различным формам.. Поэтому, он может не только контролировать скорость потока расплавленной стали, впрыскиваемой в форму, и поддерживать равномерную температуру расплавленной стали., но и создает условия для всплывания неметаллических включений в стали.. То есть, когда высота уровня стальной жидкости в резервуаре поддерживается постоянной, он также оказывает стабилизирующий эффект.
3. Тандиш Грузовик
Основная функция – перетаскивание промежуточного ковша.. В целом, у него три функции ходьбы, подъем, и точная регулировка положения сопла. Даже если требуется быстрая замена промежуточного ковша для непрерывной разливки печи., он может удовлетворить эксплуатационные требования.
Существует два способа вождения промежуточных самосвалов.: электрический и гидравлический. Промковши малой производительности с электроприводом., в то время как крупнотоннажные промежуточные устройства в основном гидравлические. Кроме того, на пути промежуточной тележки может быть установлен тензодатчик для измерения веса расплавленной стали.
4. Кристаллизатор
Важная функция формы — охлаждение и затвердевание расплавленной стали в оболочке стальной заготовки определенной толщины, чтобы предотвратить разрушение заготовки при ее вытягивании из формы.. Для изготовления форм обычно требуется использование материалов из чистой меди или медных сплавов с хорошей теплопроводностью и небольшой термической деформацией., внутренние прорези или сверление, так, чтобы охлаждающая вода под высоким давлением могла течь со скоростью 5-10 м/с.. Для повышения износостойкости стенки формы., такие меры, как хромирование, обычно принимаются на внутренней поверхности.. Структуру кристаллизатора можно условно разделить на три типа.: интегральный тип, Тип трубки и тип сборки.
5. Устройство вибрации пресс-формы
Устройство вибрации пресс-формы может заставить форму совершать возвратно-поступательное движение., главным образом для предотвращения прилипания расплавленной стали к форме, чтобы предотвратить разрушение затвердевшей оболочки и возникновение несчастного случая с прорывом стали, и в то же время, это может улучшить теплопроводность в форме и качество заготовки. Также в кристаллизатор можно ввести смазку..
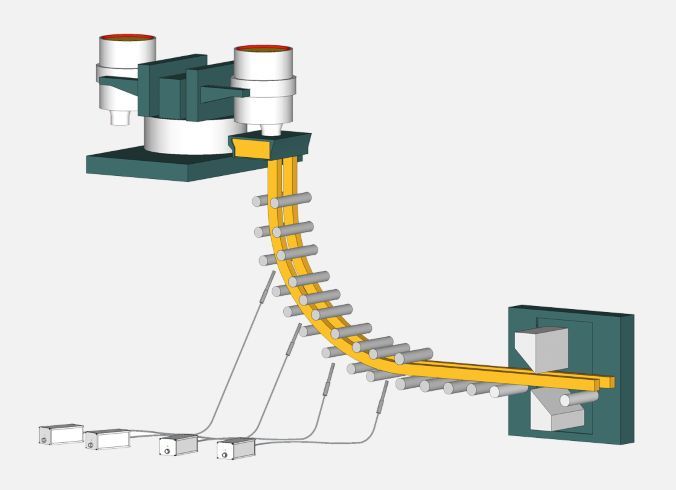
6. Вторичная система охлаждения
Затвердевшая оболочка заготовки, выходящей из формы, очень тонкая., толщина около 10-30 мм, а внутри все еще расплавленная сталь. При наличии дефектов на поверхности заготовки, расплавленная сталь может вытечь. Поэтому, для максимально полного отверждения заготовки из формы, охлаждение необходимо продолжать, что называется вторичным охлаждением.
7. Рисование и выпрямление
Устройство для правки заготовок также называется правильным валком для заготовок.. Его основная функция — непрерывное вытягивание заготовки из формы с регулируемой скоростью., а также выпрямляет изогнутую заготовку на машине непрерывного литья под давлением.. И сделайте вывод в горизонтальном направлении..
8. Резак
Функция резака - разрезать непрерывно разлитую стальную заготовку на готовую продукцию по фиксированной длине.. Есть два часто используемых резака..
(1) Пламенная резка. Газ, используемый при газовой резке, в основном представляет собой ацетилен или пропан с кислородом под высоким давлением для горения., а некоторые используют коксовую газокислородную резку. Усовершенствованные газовые резаки должны включать в себя шагающее устройство., устройство режущего пистолета, Устройство обнаружения торцевой поверхности и зажима заготовки, и т. д.. Операция обычная, руководство, полуавтоматические и полностью автоматические операции. Скорость резки пламени низкая., потеря металла составляет около 1% ~ 2%, и трубопровод также сложен и подвержен поломкам и загрязнению окружающей среды..
(2) Механическая стрижка. В настоящий момент, наиболее распространенными механическими ножницами являются летучие ножницы.. Хотя летучие ножницы сложны по оснащению, простой в эксплуатации, надежный в использовании, и чрезвычайно низкие потери металла, их производительность очень высока.
9. Индукционный бар
Функция стартовой планки заключается в выдвижении стартовой головки в форму в качестве живого дна.. После заливки, расплавленная сталь и стартовая головка конденсируются вместе, и в то же время, сила тяги тянущего ролика передается на заготовку, а затем заготовка постепенно извлекается из формы. Форма выдвигается и движется по направляющему механизму машины непрерывного литья заготовок..
Стартовая планка состоит из двух частей.: головка стартера и корпус стартера. Для предотвращения износа и деформации вертикальной машины непрерывного литья заготовок., некоторые используют цельную структуру.
Но на дуговой МНЛЗ используется однонаправленная гибкая структура звеньев цепи.. Кроме того, есть типы слотов типа «ласточкин хвост», типы прихваток и типы головок крючков, среди которых более распространен тип слота «ласточкин хвост».

