

إن آلة لف الشريط الساخن عبارة عن قطعة أساسية من المعدات المساعدة لمطاحن الشريط الساخن, مصانع ستيكل, ومطاحن الكواكب. يأتي في أنواع مختلفة, بما في ذلك فوق الأرض, تحت الأرض, مغزل, وتصميمات أقل مغزل. يتم استخدام آلة اللف تحت الأرض في الغالب في خطوط إنتاج الشريط الساخن الحديثة نظرًا لإنتاجيتها العالية, ملاءمة لف شرائح واسعة وسميكة, سرعة اللف العالية, والقدرة على إنتاج ملفات كثيفة.
تركز هذه المقالة على تكوين وعملية آلة اللف تحت الأرض.
أنا. التخطيط وتكوين المعدات لآلة اللف تحت الأرض
يتم وضع آلة اللف تحت الأرض خلف طاولة الإنتاج لمطحنة الشريط الساخن. حيث أنه يقع أسفل ارتفاع الطاولة, يطلق عليه اسم اللفاف "تحت الأرض".. نظرًا لظروف التشغيل القاسية وقابلية التعرض للأخطاء - والتي يمكن أن تعطل خط المطحنة بأكمله - يتم عادةً تركيب أكثر من ثلاث آلات لف لضمان التشغيل المستمر.
للسماح للشريط بالتبريد إلى ما دون درجة حرارة التحول المعدنية قبل اللف, عادة ما يتم الحفاظ على المسافة بين آلة اللف وحامل التشطيب الأخير 120-150 متر. في خطوط عالية الإنتاجية مع نطاق واسع لسمك المنتج, تم تركيب اثنين من آلات اللف "القريبة". 60-70 أمتار من الموقف الأخير لشرائح رفيعة تبرد بسرعة, بينما يتم وضع اثنين أو ثلاثة من آلات اللف "البعيدة". 180-200 على بعد أمتار للحصول على شرائح أكثر سمكًا تبرد ببطء, ضمان جودة المنتج.
المكونات الرئيسية لآلة اللف تحت الأرض تشمل:
- لفات القرص مع أدلة جانبية للدخول/الخروج ولوحات توجيهية
- لفات الغلاف وألواح توجيه الغلاف
- جهاز تفريغ الشياق والملف
تشمل المرافق الإضافية الإضافية طاولات الجسر, مقصات المحاصيل, ناقلات التفريغ لفائف, سيارات النقل, خراطة لفائف, وآلات الربط.
ثانيا. عملية اللف لآلة اللف تحت الأرض
تتمثل الوظائف الأساسية لآلة اللف الساخن تحت الأرض في التحكم في شد الخروج من الطاحونة ولف الشريط إلى ملف.
1. عملية اللف لآلة اللف تحت الأرض ثلاثية الأسطوانات
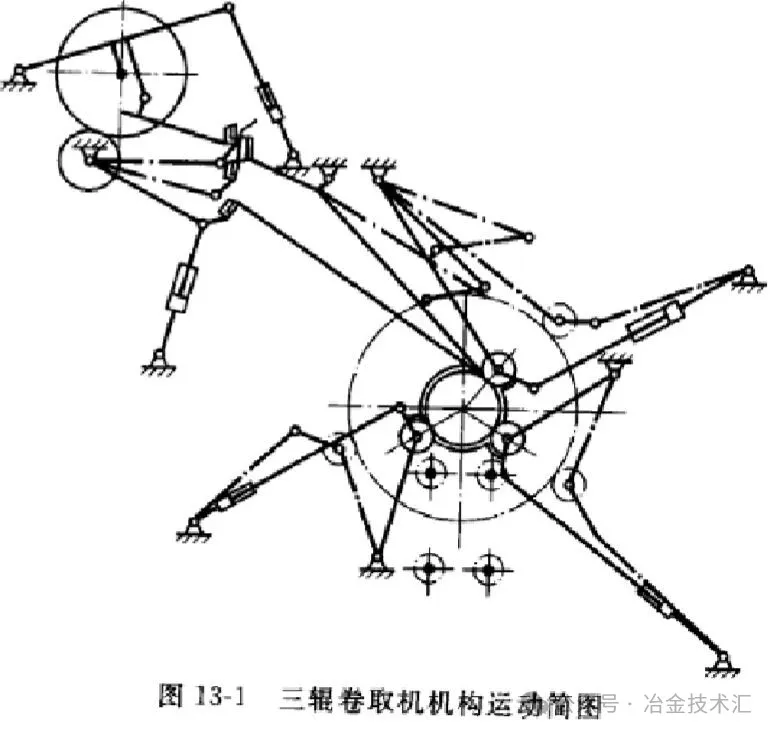
(1) حالة التحضير: كما هو مبين في الشكل 13-1, عندما يخرج رأس الشريط من مطحنة التشطيب, جهاز اللف هو بالفعل في حالة إعداده. يتم خفض لفة القرصة العلوية, ويتم إغلاق لفات الغلاف حول الشياق. يتم ضبط فجوات اللفة بين بكرات القرص وبين بكرات الغلاف والشياق بواسطة آليات الضبط الخاصة بها لتتناسب مع سمك الشريط. عندما يدخل الشريط إلى اللفاف, يرشد جانب الإدخال وضعه بشكل صحيح, وتقوم مجموعة لوحة التوجيه بإنشاء مسار مغلق بين بكرات القرص والشياق, مما يسمح بجرح الشريط بسلاسة على الشياق.
(2) اللف العادي: بعد أن تم جرح الشريط ل 3-5 المنعطفات, يتم إنشاء توتر مستقر بين الشياق والمطحنة. عند هذه النقطة, يتم تحرير لفة القرصة العلوية, يتم تحويل محرك القيادة الخاص به إلى التحكم "بتيار صفر"., وجميع لفات المجمع مفتوحة (لشريط سميك, تظل لفة الغلاف الأولى مضغوطة على الملف). بعد ذلك يتسارع الشياق والمطحنة معًا إلى أقصى سرعة, دخول حالة اللف العادية.
(3) دولة التشطيب: نظرًا لأن نهاية الشريط على وشك مغادرة المصنع, يدخل اللفاف في حالة التشطيب. تتباطأ المطحنة وجهاز اللف في وقت واحد, ويتدحرج الغلاف بالقرب من الطبقات الخارجية للملف. عندما يخرج الشريط تماما من الموقف الأخير, قرصة لفات المشبك لأسفل, ويعمل محرك القيادة في حالة توليد لإنشاء توتر بين بكرات القرص والشياق. وهذا يمنع نهاية الذيل من الانحراف أو أن تصبح الطبقات الخارجية للملف فضفاضة. للتفريغ, يتم فتح الغلاف, ترتفع سيارة التفريغ لدعم الملف, وبمجرد أن يتراجع الشياق, يمكن إزالة الملف. ثم يعود جهاز اللف إلى حالة الإعداد الخاصة به.
2. العلاقة السريعة بين الطاحونة وآلة اللف
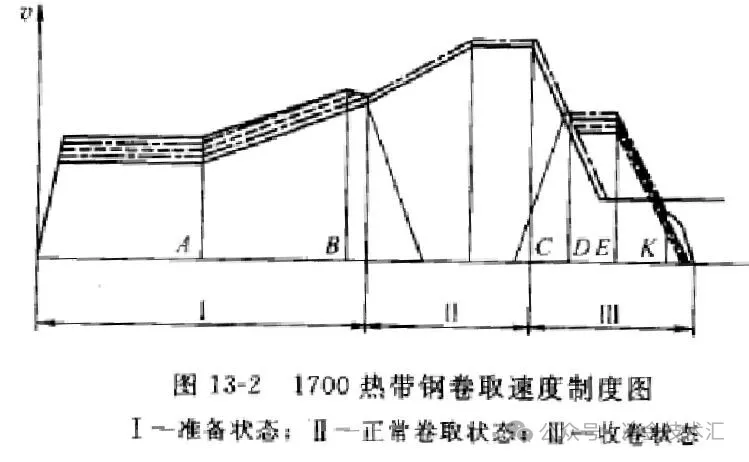
كما هو مبين في الشكل 13-2, خلال حالة التحضير, لا ينبغي أن تكون سرعة الشريط عالية جدًا, لأن هذا من شأنه أن يجعل من الصعب على الشريط أن يعض في لفات القرص ولفه على الشياق. سرعة جدول التشغيل أعلى من سرعة الشريط لمنع التكرار. سرعة لفة القرص أعلى من سرعة الشريط لتسهيل العض, وتكون سرعة لفة الشياق/المغلف أعلى من سرعة لفة القرص للمساعدة في لف الشريط على الشياق.
أثناء اللف العادي, يتم الحفاظ على التوتر من خلال فرق السرعة بين الشياق والشريط. يجب أن يتمتع جهاز اللف بقدرة تسريع كافية للوصول بسرعة إلى أقصى سرعة وتحقيق أعلى إنتاجية.
خلال حالة التشطيب, تكون سرعة لفة القرص أقل من سرعة الشياق للحفاظ على التوتر المطلوب. يؤدي تقليل سرعة طاولة التنفيذ إلى زيادة المقاومة الأمامية للشريط, منع الجلد نهاية الذيل. يتم استخدام سرعة ملف أقل في هذه المرحلة لتجنب التذبذب العنيف للطرف الخلفي بعد خروجه من الطاحونة, والتي يمكن أن تسبب الحوادث.
في المطاحن الشريطية الساخنة الحديثة, يتم التحكم في عملية اللف بأكملها تلقائيًا بواسطة الكمبيوتر. يمكن أن تصل سرعات اللف 30 آنسة, مع أوزان لفائف تصل إلى 45 طن وسمك الشريط يصل إلى 25 مم.
3. متطلبات الأداء لمعدات اللف
على أساس تجربة الإنتاج, تفرض عملية اللف متطلبات الأداء الرئيسية التالية على معدات اللف:
- سرعات خيوط ولف عالية.
- القدرة على التعامل مع الملفات ذات الحمولة الكبيرة لزيادة الإنتاجية.
- القدرة على لف مجموعة واسعة من سمك الشريط, وخاصة شرائح الصلب السميكة والسبائك, لتوسيع مزيج المنتجات.
- قدرة قوية على التحكم في السرعة لضمان التوتر المستقر وعملية اللف المتسقة.
- القدرة على توليد التوتر العالي والملف عند درجات حرارة منخفضة لتحسين جودة الشريط والخواص الميكانيكية.
- إنتاج ملفات ذات حواف أنيقة لسهولة التخزين والنقل.
- توازن ديناميكي ممتاز للشياق أثناء اللف عالي السرعة.
- شياق قابل للتوسيع/قابل للسحب لتسهيل إزالة الملف.
بالإضافة إلى, يجب أن تكون آلة اللف قادرة على تحمل بيئة درجة الحرارة العالية وتتميز ببنية بسيطة, عملية موثوقة, وسهولة الصيانة.

