

ما هي المعدات الرئيسية للعملية القصيرة صناعة الصلب الفرن الكهربائي والصب المستمر?
تشير "العملية القصيرة" لصناعة الصلب على وجه التحديد إلى عملية إنتاج مدمجة تجمع بين فرن القوس الكهربائي والدرفلة المستمرة للصب, والذي يتجلى بشكل رئيسي في عملية مدمجة تتكون من إعداد المواد الخام - صهر فرن القوس الكهربائي - التكرير - الصب المستمر - الدرفلة. أصبحت العملية القصيرة لفرن القوس الكهربائي واحدة من العمليتين الرئيسيتين في إنتاج الصلب في العالم لما لها من مميزات في الاستثمار, كفاءة, وحماية البيئة.
ستقدم هذه المقالة بالتفصيل تفاصيل المعدات الرئيسية لصناعة الصلب بالفرن الكهربائي والصب المستمر.
1. جهاز دعم للمغرفة
أثناء الصب المستمر, يتم توفير الفولاذ المنصهر بشكل عام إلى عجلة مستمرة مع مغرفة. تسمى المعدات التي تنقل المغرفة إلى أعلى الخزان الوسيط وتدعمها بمعدات دعم المغرفة.
في الوقت الحالي, هناك أربعة أنواع من المعدات الداعمة للمغرفة: نوع الرافعة المعلقة, نوع دعم المغرفة, نوع السيارة مغرفة, ونوع برج مغرفة.
(1) رافعة نوع حقيبة الرفع: يتم رفع المغرفة إلى الموضع المحدد بواسطة الرافعة. وقد تم استخدامه نادرا.
(2) نوع دعم المغرفة: دعم المغرفة بالدعم في موضع محدد. يتم استخدام هذه الطريقة لتحقيق صب الفرن المستمر, لذلك نادرا ما يستخدم.
(3) نوع عربة المغرفة: عربة المغرفة عبارة عن عربة مشي يمكنها دعم مغرفتين وتثبيت الخزان الوسيط. هذا الجهاز, يجب أن تكون آلة الصب المستمر والرافعة لرفع المغرفة في نفس مساحة الورشة, ومن أجل ضمان صب الفرن المستمر, يجب أيضًا أن تكون آلة الصب المستمر مجهزة بعربتين مغرفة. منصة الصب الضيقة لجهاز الدعم هذا تقيد تركيب العديد من الآلات الأخرى, ولأنه يتم تركيزه بآلة الصب المستمر, فهي تتداخل بشكل كبير مع بعضها البعض وتؤثر على العملية.
(4) نوع برج مغرفة: يتكون برج المغرفة من جزء ثابت وجزء دوار. يتم تثبيت الجزء الثابت على الأساس بمسامير, ويتم دمج الجزء الدوار والجزء الثابت مع محمل الكوب الدوار. فضلاً عن ذلك, يمكن تدوير الذراع الدوار للبرج بمقدار 180 درجة, ويمكن رفعها وخفضها, ويمكن للطرفين أيضًا الجلوس على المغرفة وتثبيت جهاز القياس في نفس الوقت. هذا النوع من الأجهزة لديه بنية بسيطة نسبيا, من السهل أن تعمل عن بعد, وهي آمنة, موثوقة وفعالة. وهي حاليا المعدات الرئيسية المستخدمة.

2. خزان متوسط
تتمثل وظيفة الخزان الوسيط بشكل أساسي في استقبال الفولاذ المنصهر المتدفق من المغرفة وتوزيع الفولاذ المنصهر على القوالب المختلفة. لذلك, لا يمكنها فقط التحكم في معدل تدفق الفولاذ المنصهر المحقون في القالب وتوحيد درجة حرارة الفولاذ المنصهر, ولكنه أيضًا يخلق الظروف الملائمة لطفو الشوائب غير المعدنية في الفولاذ. إنه, عندما يظل ارتفاع مستوى السائل الفولاذي في الخزان ثابتًا, كما أن لها تأثير الاستقرار.
3. شاحنة تنديش
وتتمثل المهمة الرئيسية في سحب tundish. عمومًا, لديها ثلاث وظائف للمشي, رفع, والتعديل الدقيق لموضع الفوهة. حتى لو كان مطلوبًا استبدال البوتقة بسرعة بصب الفرن المستمر, يمكن أن تلبي المتطلبات التشغيلية.
هناك طريقتان للقيادة للشاحنات التونسية: الكهربائية والهيدروليكية. يتم تشغيل أجهزة التنديد ذات السعة الصغيرة كهربائيًا, في حين أن المدافئ ذات السعة الكبيرة تكون في الغالب هيدروليكية. فضلاً عن ذلك, يمكن تجهيز خلية تحميل على مسار السيارة التونسية لقياس وزن الفولاذ المنصهر.
4. مُبلور
تتمثل الوظيفة المهمة للقالب في تبريد وتصلب الفولاذ المنصهر في غلاف فولاذي بسماكة معينة لمنع البليت من الانكسار عند سحبه من القالب. تتطلب القوالب عمومًا استخدام النحاس النقي أو مواد سبائك النحاس ذات الموصلية الحرارية الجيدة والتشوه الحراري الصغير, الشق الداخلي أو الحفر, بحيث يمكن لمياه التبريد ذات الضغط العالي أن تتدفق بمعدل تدفق 5-10m/s. من أجل تحسين مقاومة التآكل لجدار القالب, يتم اتخاذ تدابير مثل طلاء الكروم بشكل عام على السطح الداخلي. يمكن تقسيم هيكل المتبلور تقريبًا إلى ثلاثة أنواع: نوع متكامل, نوع الأنبوب ونوع التجميع.
5. جهاز اهتزاز القالب
يمكن لجهاز اهتزاز القالب أن يجعل القالب تردديًا, بشكل أساسي لمنع الفولاذ المنصهر من الالتصاق بالقالب, وذلك لمنع القشرة الصلبة من الكسر والتسبب في حادث اختراق الفولاذ, وفي نفس الوقت, يمكنه تحسين التوصيل الحراري في القالب وجودة الخام. من الممكن أيضًا إدخال مادة التشحيم في جهاز التبلور.
6. نظام التبريد الثانوي
القشرة الصلبة من البليت الخارجة من القالب رقيقة جدًا, سمكها حوالي 10-30 ملم, والداخل لا يزال من الفولاذ المنصهر. إذا كان هناك عيوب على سطح الخام, قد يتدفق الفولاذ المنصهر. لذلك, من أجل تجميد البليت من القالب بشكل كامل قدر الإمكان, يجب أن يستمر التبريد, وهو ما يسمى بالتبريد الثانوي.
7. الرسم والاستقامة
يُطلق على جهاز استقامة الخام أيضًا اسم لفة استقامة الخام. وظيفتها الرئيسية هي سحب الخام بشكل مستمر من القالب بسرعة قابلة للتعديل, ويمكنها أيضاً تسوية البليت المنحني في آلة الصب المستمر القوسية. وجعله يخرج على طول الاتجاه الأفقي.
8. القاطع
تتمثل وظيفة القاطع في قطع قطع الفولاذ المصبوبة بشكل مستمر إلى المنتجات النهائية وفقًا لطول ثابت. هناك نوعان من القواطع شائعة الاستخدام.
(1) قطع اللهب. الغاز المستخدم في قطع اللهب هو بشكل أساسي الأسيتيلين أو البروبان مع الأكسجين عالي الضغط للاحتراق, والبعض يستخدم قطع الأكسجين بغاز فرن فحم الكوك. يجب أن تشتمل قواطع اللهب المتقدمة على جهاز المشي, جهاز قطع بندقية, جهاز كشف الوجه النهائي وجهاز تثبيت البليت, إلخ. العملية عادية, يدوي, عمليات شبه أوتوماتيكية وآلية بالكامل. سرعة قطع اللهب بطيئة, خسارة المعدن حوالي 1% ~ 2%, كما أن خط الأنابيب معقد وعرضة للفشل والتلوث البيئي.
(2) القص الميكانيكي. في الوقت الحالي, القص الميكانيكي الأكثر شيوعًا هو القص الطائر. على الرغم من أن المقصات الطائرة معقدة في المعدات, بسيطة في العملية, موثوقة في الاستخدام, ومنخفضة للغاية في فقدان المعادن, إنتاجيتهم عالية جدًا.
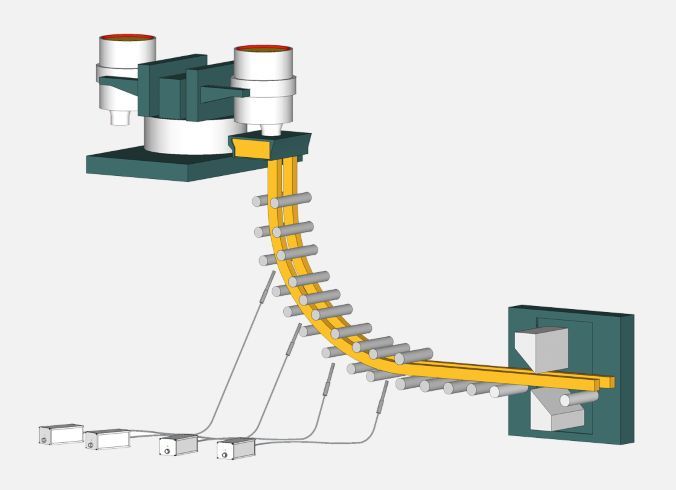
9. شريط التعريفي
تتمثل وظيفة شريط البادئ في تمديد رأس البادئ إلى القالب كقاع حي. بعد صب, يتم تكثيف الفولاذ المنصهر ورأس البادئ معًا, وفي نفس الوقت, تنتقل قوة الجر لأسطوانة السحب إلى قطعة العمل, ومن ثم يتم إزالة البليت تدريجياً من القالب. يتم سحب القالب للخارج وتشغيله على طول آلية التوجيه لآلة الصب المستمر.
يتكون شريط البداية من جزأين: رأس البداية وجسم البداية. من أجل منع التآكل والتشوه على آلة الصب المستمر العمودية, يستخدم البعض بنية متكاملة.
ولكن ما يتم استخدامه في العجلات المستمرة القوسية هو هيكل ربط سلسلة مرن أحادي الاتجاه. فضلاً عن ذلك, هناك أنواع فتحات متوافقة, أنواع التك وأنواع رأس الخطاف, من بينها يتم اعتماد نوع الفتحة المتوافقة بشكل أكبر.

