في عملية الدرفلة الساخنة, تتكون البلاطة بشكل أساسي من بلاطة الصب المستمر. بعد التسخين, الشريط مصنوع من مطحنة الدرفلة الباردة و مطحنة الدرفلة الساخنة. يتم تبريد الفولاذ النهائي لمطحنة الدرفلة الساخنة إلى التدفق الصفحي لتحديد نطاق درجة الحرارة. يتم لفه في الملف بواسطة آلة اللف, وتبريد الملف هو عملية تشطيب وفقًا للاحتياجات المختلفة. يقوم المستخدمون بتصويب المقطع العرضي لخط التسوية. إن فحص المقطع السطحي والطولي ومعالجة القرص الدوار للتغليف يصبح لفات فولاذية مسطحة وفولاذ قطع طولي.
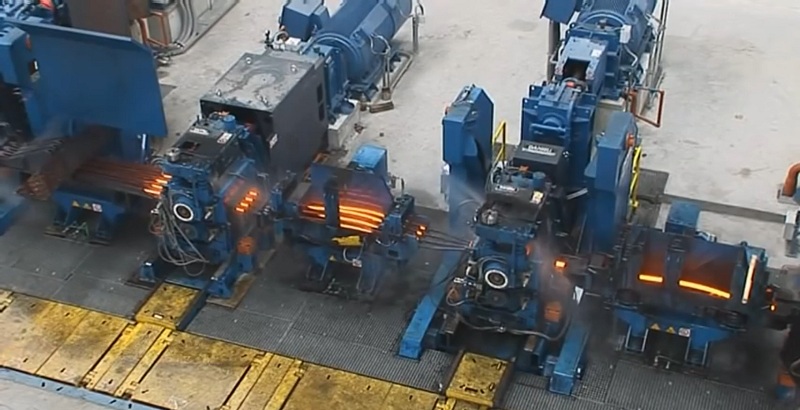
باختصار, يتم تسخين قطعة العمل, تم دحرجة قطع الفولاذ الحمراء والساخنة المحروقة على آلة المعدات عدة مرات, ثم تقطع وتقطع إلى صفيحة فولاذية. يتم استخدام اللفائف المدرفلة على البارد كمواد خام. بعد تجريد الجلد من الأكسيد, يتم استخدام الملف المدلفن على البارد للمعالجة الباردة, ويتم لف المنتج النهائي في الملف الصلب, والذي يحدث بسبب التصلب البارد الناتج عن التشوه البارد المستمر. صلابة, مؤشر الصلابة, الزيادة والنقصان - انخفاض اللفة الصلبة, لذلك سوف يتدهور أداء الختم ويمكن استخدامه للحطام المشوه البسيط, يمكن استخدام اللفائف الصلبة المدرفلة على البارد كمواد خام لمعدات الجلفنة بالغمس الساخن لأن وحدة الجلفنة بالغمس الساخن تحتوي على خط التلدين.
عادة, وزن اللفات حوالي 10 طن, ويتم لف الملف بشكل مستمر إلى درجة الحرارة العادية لفات التخليل المدرفلة على الساخن لأنه لا يحتوي على التلدين, صلابة عالية, وضعف الماكينات. يمكنه فقط إجراء عمليات دفع اتجاهية بسيطة أقل من 90 درجات. من أجل البساطة, تتم معالجة عدد من تقنيات الدرفلة على البارد وتعتمد على الملفات المدرفلة على الساخن, مع الأخذ بعين الاعتبار اللفات. تم إعداد التغيير الديناميكي لإزاحة الاهتزاز في الاتجاه الرأسي للدرفلة الباردة والنموذج الديناميكي لقوة التدحرج.
وفقا لصيغة حساب قوة المتداول, صيغة حساب قوة التدحرج مشتقة من فصل قوة التدحرج ونصف قطر التدحرج للحالة المسطحة. على هذا الأساس, يتم أخذ تأثير اهتزاز الهيكل الميكانيكي لمطحنة الدرفلة الباردة في الاعتبار أيضًا, وتم إنشاء معادلة نظام الاهتزاز العمودي غير الخطي مع قوة التدحرج لمطحنة الدرفلة الديناميكية. يتم حل المعادلة الرئيسية لتردد توازن النظام بطريقة توازن الموجة, ويتم محاكاة المعلمات الفعلية لتحليل الصلابة غير الخطية.